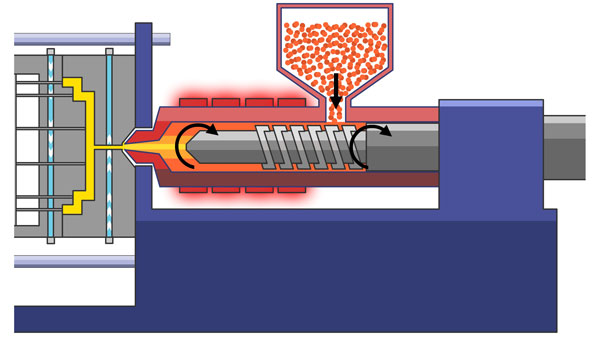
Three basic steps in the injection molding process
Injection molding is a popular manufacturing method, and the completion of the process is the three most basic steps, namely product design, mold design and production process, which constitute the three main elements of injection molding.
So what is a better way to accomplish these links?
Product design is an important aspect of the injection molding production process. Proper design is a satisfying goal, but may require a lot of creativity. Product design is usually designed by computer-aided design software, as well as some specific methods to avoid costly errors in the product design process as uniform as possible and to gradually transition from one thickness to another when thickness changes are not possible. It’s also important to avoid building pressure, such as 90 degrees or lower. A team of skilled design engineers will be able to brainstorm, design and refine various solutions to meet the complexities of a specific project, providing a solid foundation for a successful injection process. Mold design cannot be ignored during the injection molding process. Just like the entire product design, mold design is another opportunity to prevent defects during the injection molding process. Improper design can result in draft drafts that cost a lot of time and money. When the product is properly designed, approved and molded, it’s time to start actual production, which is the basis of the injection molding process. The thermosetting or thermoplastic material enters the heating barrel in the form of pellets through the hopper, is heated to a predetermined temperature by the large screw, and passes through the door and mold through the large screw. Once reaching the mold, the pellets will remain in place for a predetermined cooling time while appropriate pressure is applied. After reaching a certain time, the mold is opened and the product can be formed. This cycle is repeated over and over again and can be used to produce a batch of injection molded parts. In short, the process of product injection molding requires a perfect solution as a guide to create an efficient, functional and beautiful production model. High-quality injection molded parts can be achieved through effective communication and transparency throughout the design process.
1. Equipment failure
If the plasticizing capacity of the molding equipment is insufficient, the feeding system is unstable, the screw speed is unstable, the stop function is abnormal, the check valve of the hydraulic system is faulty, the thermocouple of the temperature control system, the heater is broken, etc., it will lead to unstable molding dimensions. If these faults are detected, targeted measures can be taken to eliminate them.
2. Improper selection of molding materials
The shrinkage rate of molding materials has little impact on the dimensional accuracy of plastic parts. If the accuracy of the molding equipment and molds is very low, but the shrinkage rate of the molding materials is small, it is easy to ensure the dimensional accuracy of plastic parts. Usually, the smaller the shrinkage of the molding material, the more difficult it is to ensure the dimensional accuracy of the plastic parts. Therefore, when selecting molding resin, it is necessary to fully consider the impact of material molding shrinkage on the dimensional accuracy of plastic parts. For the selected raw materials, the variation range of shrinkage shall not be greater than the requirements for dimensional accuracy of plastic parts. It should be noted that the shrinkage differences among the various resins are relatively small depending on the crystallinity of the resin used for analysis. Generally, the shrinkage of crystalline and semi-crystalline resins is smaller than that of amorphous resins, so the range of shrinkage changes is smaller, and the corresponding plastic parts formed after shrinkage fluctuations are also larger; for crystalline resins, the degree of crystallinity is Low, the molecular volume is reduced and plastic shrinkage occurs. The size of the resin spherulites also affects the shrinkage rate. Larger spherulites lead to large molecular block gaps and large plastic shrinkage rates, so the impact strength of plastics is low. In addition, if the particle size of the raw materials is absolutely complete and the moisture content is not appropriate, and then the raw materials and new raw materials are mixed absolutely uniformly, the performance of each batch of raw materials will be different, which will also cause fluctuations in the model. formal dimension.
3. Mold failure
The design and manufacturing accuracy of the mold structure indirectly affects the dimensional accuracy of the plastic parts. During the molding process, if the rigidity of the mold is insufficient or the mold cavity is very low under the molding pressure, the mold will deform, and the dimensional molding of the plastic parts will be unstable. If the matching gap between the mold guide pillar and the guide bushing block is disjointed due to low manufacturing accuracy or excessive wear, the molding dimensional accuracy of the plastic parts will also be reduced. If there is hard filler or glass fiber reinforced material inside the molding material, causing slight wear of the mold cavity, or if the mold is used for multi-cavity molding, there will be errors between the cavity and the gate, errors in the runner, as well as inlets and other materials. Improper balance, such as different filling molds, can also cause dimensional fluctuations. Therefore, in the design of the mold, sufficient mold strength and stiffness should be designed, and the processing accuracy should be strictly controlled. The mold cavity material should be made of wear-resistant materials, and the cavity surface should be used for cold treatment and cold hardening treatment. If the dimensional accuracy requirements for plastic parts are very low, the multi-cavity structure of the mold must not be used. To ensure the molding accuracy of the plastic parts, a series of auxiliary devices must be installed on the mold accuracy, so that the production cost of the mold is very low.
4. The molding conditions are never the same or the operation is inappropriate.
When injection molding, technical parameters such as temperature, pressure, time, etc. must be controlled strictly in accordance with process requirements. In particular, the molding cycle of each plastic part must be the same and cannot be changed at will. If the injection pressure is very high, the holding time is very long, the mold temperature is very high or absolutely uniform, the temperature at the barrel and nozzle is very low, and the model is not cooled enough, it will cause the model body to be absolutely smooth in size. Normally, lower injection pressure and injection speed are used to appropriately extend the mold filling and holding time, and increase the mold temperature and material temperature to overcome the disadvantage that the dimensions are always unstable. Remind everyone that changes in ambient temperature also have a certain impact on the fluctuation of molding dimensions. The processing temperature of the equipment and mold should be adjusted immediately according to changes in the external environment.
5. The test methods or conditions are never the same.
If the method, time, and temperature for measuring the size of the plastic part are different, there will be very small differences in the measured size. Among them, the influence of temperature conditions on the test is small. This is because the cold expansion coefficient of plastic is 10 times higher than that of metal small industry. Therefore, it is necessary to use standard methods and temperature conditions to measure the structural dimensions of plastic parts, and the plastic parts must be fully cooled and shaped before measurement can be carried out. Usually, the volume change of plastic parts is very small within 10 hours after being removed from the mold, and the shape is basically finalized in 24 hours.